Ano ang Steel Forging at Paano Gumagana ang Proseso
Pagpapanday ng bakal ay isang proseso ng pagmamanupaktura kung saan ang mga solidong bakal na billet o bar ay hinuhubog sa ilalim ng compressive force — gamit ang mga martilyo, pagpindot, o dies — upang makabuo ng mga piyesa na may mas mahusay na mekanikal na katangian kumpara sa cast o machined na mga alternatibo. Ang resulta ay isang istraktura ng butil na sumusunod sa mga contour ng bahagi, na naghahatid ng mga tensile strength na karaniwang 20–40% na mas mataas kaysa sa katumbas na mga bahagi ng cast steel. Kung kailangan mo ng mga bahagi na humahawak sa pagkapagod, impact, o cyclic loading — connecting rods, crankshafts, flanges, gears — forging ay karaniwang ang pinaka-maaasahang ruta para makarating doon.
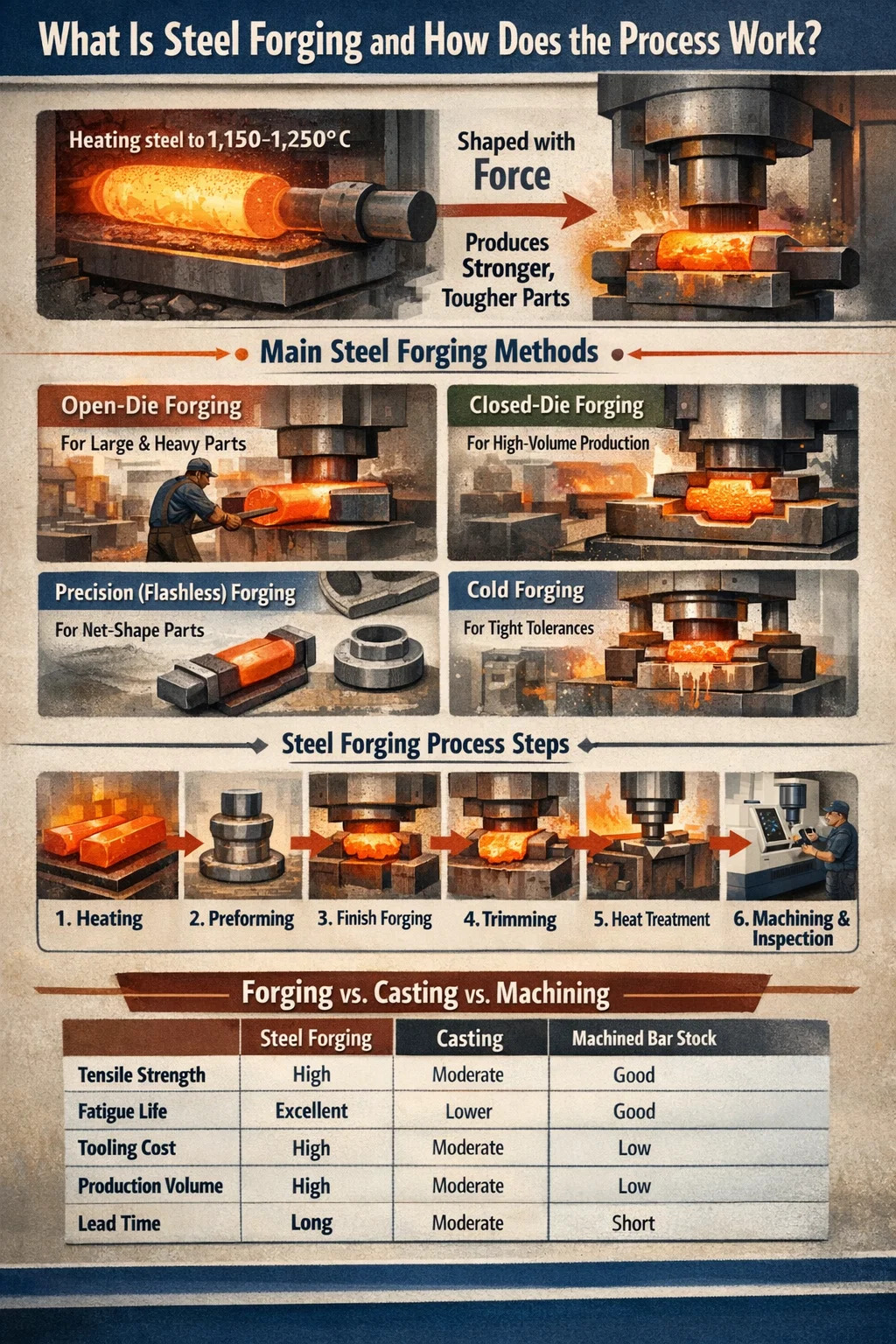
Sa kaibuturan nito, ang proseso ay nagsasangkot ng pag-init ng bakal sa isang tiyak na hanay ng temperatura (karaniwan ay nasa pagitan ng 1,100°C at 1,250°C para sa carbon at haluang metal na bakal), pagkatapos ay paglalapat ng puwersa sa plastic na pagpapa-deform ng materyal sa nais na hugis. Binabawasan ng mataas na temperatura ang stress ng daloy at pinapabuti ang ductility, na ginagawang mas madaling hugis ang metal nang hindi nabibitak. Kapag pinalamig, ang huwad na bahagi ay sumasailalim sa post-process na heat treatment, machining, at inspeksyon bago ipadala.
Ang pagpapanday ng bakal ay hindi isang solong pamamaraan. Nagsasanga ito sa ilang natatanging pamamaraan, bawat isa ay angkop sa iba't ibang geometries, volume, at mga kinakailangan sa pagpapaubaya. Ang pag-unawa sa kung paano gumagana ang bawat paraan — at kung saan ito kulang — ay ang panimulang punto para sa sinumang inhinyero o mamimili na sumusubok na gumawa ng tamang tawag sa isang forging na proyekto.
Mga Pangunahing Paraan sa Pagpapanday ng Bakal at Kailan Gagamitin ang Bawat Isa
Ang bawat paraan ng pag-forging ng bakal ay gumagawa ng mga bahagi na may iba't ibang dimensional tolerance, kondisyon sa ibabaw, at mga gastos sa tooling. Ang maling pagpili ay nagdaragdag ng gastos, nagpapahaba ng mga oras ng lead, o nagreresulta sa mga bahagi na nangangailangan ng labis na pangalawang machining.
Open-Die Forging
Ang open-die forging (tinatawag ding free forging o smith forging) ay gumagamit ng flat o simpleng hugis na dies na hindi ganap na nakakabit sa workpiece. Ang bakal ay manipulahin sa pagitan ng mga dies sa pamamagitan ng isang serye ng mga compressions, stretches, at rotations. Ito ang paraan na ginagamit para sa malalaking shaft, cylinders, rings, at ingots — mga bahagi na maaaring tumimbang kahit saan mula sa ilang kilo hanggang mahigit 200 tonelada.
Ang open-die forging ay ang dapat piliin kapag ang laki ng bahagi ay lumampas sa kapasidad ng mga closed dies, o kapag ang dami ng produksyon ay masyadong mababa upang bigyang-katwiran ang mamahaling tooling. Ang mga pagpapaubaya sa dimensyon ay mas malawak (karaniwang ±3–6 mm), kaya inaasahan ang makabuluhang machining pagkatapos. Ang mga steel grade tulad ng 4140, 4340, at 316 stainless ay regular na pinoproseso sa ganitong paraan para sa industriya ng langis at gas, power generation, at heavy equipment.
Closed-Die Forging (Impression-Die Forging)
Gumagamit ang closed-die forging ng isang katugmang hanay ng mga dies na may cavity na machined sa tinatayang hugis ng natapos na bahagi. Ang pinainit na billet ay inilalagay sa pagitan ng mga dies, at inilapat ang puwersa hanggang sa ganap na mapuno ng bakal ang lukab, na may labis na materyal na umaagos palabas bilang flash sa paligid ng linya ng paghihiwalay. Ang flash ay pinutol sa ibang pagkakataon.
Ang pamamaraang ito ay gumagawa ng mas mahigpit na mga pagpapaubaya (karaniwang ±0.5–1.5 mm depende sa pagiging kumplikado at sukat ng bahagi), mas mahusay na pagtatapos sa ibabaw, at mas pare-parehong geometry kaysa sa open-die work. Mataas ang mga gastos sa tooling — isang buong hanay ng mga dies para sa isang medium-complexity na bahagi ay maaaring nagkakahalaga ng $15,000–$80,000 o higit pa — kaya ang closed-die forging ay may katuturan sa ekonomiya lalo na para sa medium hanggang mataas na dami ng produksyon. Ang mga automotive connecting rod, wheel hub, at valve body ay mga klasikong application.
Flashless (Katumpakan) Forging
Tinatanggal ng flashless forging ang flash sa pamamagitan ng tumpak na pagkontrol sa volume ng billet at die geometry upang mapuno ng materyal ang cavity nang walang overflow. Ang resulta ay isang net-shape o malapit-net-shape na bahagi na nangangailangan ng kaunting post-forging machining. Ang mga tolerance na kasing higpit ng ±0.1–0.3 mm ay makakamit.
Ang prosesong ito ay nangangailangan ng tumpak na paghahanda ng billet at mas mataas na pamumuhunan sa tooling, ngunit materyal na pagtitipid ng 10–20% kumpara sa maginoo na closed-die forging ginagawa itong kaakit-akit para sa mataas na dami ng produksyon ng mga kumplikadong bahagi tulad ng mga gear, bevel gear, at mga bahagi ng suspensyon.
Roll Forging
Ang roll forging ay dumadaan sa isang heated steel bar sa pagitan ng dalawang roll na may hugis na mga uka, na binabawasan ang cross-section nito at pinahaba ito nang sabay-sabay. Karaniwan itong ginagamit bilang isang paunang hakbang bago ang closed-die forging, ngunit ginagamit din ito bilang pangwakas na proseso para sa mga tapered shaft, leaf spring, at mga bahagi ng riles. Ang patuloy na katangian ng proseso ay ginagawa itong lubos na mahusay para sa mga pahabang bahagi.
Nakakabalisa na Forging
Pinapataas ng upset forging ang cross-sectional area ng isang steel bar o rod sa pamamagitan ng pag-compress nito sa axis nito, pinaikli ang haba at pinapataas ang diameter sa isang partikular na zone. Ang mga bolts, studs, valves, at flanged shaft ay ginawa sa ganitong paraan. Ang mga high-speed upset forging machine ay maaaring makabuo ng libu-libong bahagi kada oras, na ginagawa itong isa sa mga pinakaproduktibong paraan ng forging para sa mga fastener at katulad na hardware.
Cold Forging
Hindi tulad ng mga pamamaraan sa itaas, ang cold forging ay ginagawa sa o malapit sa temperatura ng silid. Tumigas ang bakal sa panahon ng proseso, na talagang nagpapataas ng tigas at lakas sa ibabaw. Ang mga pagpapaubaya ay napakahigpit (±0.05–0.1 mm), at ang ibabaw na pagtatapos ay napakahusay, kadalasang inaalis ang pangangailangan para sa anumang pagliko o paggiling. Ang trade-off ay mas mataas na puwersa ng pagpindot na kinakailangan at mga limitasyon sa bahaging geometry at grado ng bakal. Ang mga low-carbon at medium-carbon steels ay pinakaangkop para sa cold forging.
Step-by-Step: Paano Ginagawa ang Steel Forging sa Practice
Ang pag-alam sa mga hakbang sa proseso ay mahalaga kung ikaw ay nagdidisenyo ng isang bahagi para sa forgeability o pag-audit sa production floor ng isang supplier. Narito kung paano tumatakbo ang karaniwang closed-die steel forging sequence mula sa hilaw na materyal hanggang sa natapos na bahagi.
- Pagpili ng Materyal at Paghahanda ng Billet: Ang naaangkop na grado ng bakal ay pinili batay sa mga kinakailangan sa mekanikal na ari-arian ng tapos na bahagi. Kasama sa mga karaniwang marka ang 1045 (medium-carbon, general industrial), 4140 (chromium-molybdenum, high-strength), 4340 (nickel-chromium-molybdenum, aerospace), at 17-4 PH stainless (corrosion-resistant, high-strength). Ang bar stock o billet ay pinuputol sa kinakalkula na volume — bahagyang napakalaki upang isaalang-alang ang flash at scale loss.
- Pag-init: Ang mga billet ay inilalagay sa isang gas-fired o induction furnace at dinadala sa target na temperatura ng forging. Para sa karamihan ng carbon at alloy steels, ito ay 1,150–1,250°C. Ang pagkakapareho ng temperatura sa kabuuan ng billet cross-section ay kritikal - ang gradient ng temperatura na higit sa 50°C ay maaaring magresulta sa pag-crack o hindi kumpletong die fill. Ang induction heating ay ginustong para sa mahigpit na kontrol sa temperatura at pinababang pagbuo ng sukat.
- Descaling: Ang mainit na bakal ay nagkakaroon ng oxide scale layer sa panahon ng pag-init. Bago mag-forging, ang sukat na ito ay inalis sa pamamagitan ng mga high-pressure na water jet (karaniwang 100–200 bar) o sa pamamagitan ng isang unang mahinang suntok sa die, na nakakasira sa sukat at pinipigilan itong maipit sa ibabaw ng bahagi, na nagiging sanhi ng mga depekto sa ibabaw.
- Preforming (kung kinakailangan): Ang mga kumplikadong bahagi ay madalas na nangangailangan ng isa o higit pang preforming na mga hakbang upang muling ipamahagi ang mass ng metal na mas malapit sa huling hugis bago ang finish die impression. Binabawasan nito ang pagkasira ng die at pinapabuti ang daloy ng metal sa huling suntok. Ang preforming ay ginagawa sa magkahiwalay na die cavity sa parehong pindutin o martilyo.
- Tapusin ang Forging: Ang preformed billet ay inililipat sa finish die cavity at hinampas — alinman sa pamamagitan ng martilyo (gravity o steam hammer na naghahatid ng paulit-ulit na suntok) o isang press (mechanical o hydraulic press na naghahatid ng kontroladong solong stroke). Ang bakal ay pumupuno sa lukab nang buo, at ang flash ay lumalabas sa paligid ng linya ng paghihiwalay.
- Flash Trimming: Habang mainit pa (o pagkatapos ng paglamig, para sa mga trimming press), ang forging ay inilalagay sa isang trimming die at ang flash ay pinupunch off sa isang stroke. Para sa mga precision na bahagi, ang trimmed forging ay maaaring muling hampasin sa isang sizing die habang mainit pa upang itama ang anumang spring-back at mapabuti ang dimensional accuracy.
- Paggamot ng init: Depende sa grado ng bakal at panghuling mekanikal na mga kinakailangan sa ari-arian, ang mga huwad na bahagi ay sumasailalim sa normalizing, pagsusubo, pagsusubo at tempering, o paggamot sa solusyon at pagtanda. Ang pagsusubo at tempering ng 4140 steel, halimbawa, ay maaaring magdala ng tensile strength mula 655 MPa (na-normalize) hanggang sa higit sa 1,000 MPa.
- Machining: Kahit na ang malapit-net-shape forging ay karaniwang nangangailangan ng CNC turning, milling, drilling, at grinding para makamit ang final dimensional tolerances, surface finish, at feature (mga thread, bores, keyways) na hindi direktang mapeke.
- Inspeksyon at Pagsubok: Ang mga natapos na forging ay sinusuri sa dimensyon (CMM o manual gauging), visually (surface crack, laps, seams), at kadalasan sa pamamagitan ng non-destructive testing — magnetic particle inspection (MPI) para sa surface defects, ultrasonic testing (UT) para sa internal voids. Ang mekanikal na pagsubok sa mga sample na kupon ay nagpapatunay sa tigas, lakas ng makunat, tigas ng epekto, at pagganap ng pagkapagod.
Marka ng Bakals Karaniwang Ginagamit sa Forging at Kanilang Mga Katangian
Ang pagpili ng materyal ay hindi mapaghihiwalay mula sa proseso ng forging. Tinutukoy ng grado ng bakal ang hanay ng temperatura ng forging, buhay ng mamatay, kinakailangang kapasidad ng pagpindot, paggamot sa init pagkatapos ng forging, at sa huli ang pagganap ng natapos na bahagi.
| Steel Grade | Forging Temp Range | Lakas ng Tensile (Q&T) | Mga Pangunahing Aplikasyon |
|---|---|---|---|
| AISI 1045 | 1,150–1,230°C | ~570–700 MPa | Mga shaft, gear, coupling |
| AISI 4140 | 1,100–1,230°C | ~900–1,100 MPa | Flange, drill collars, axles |
| AISI 4340 | 1,100–1,200°C | ~1,000–1,500 MPa | Landing gear, crankshafts, aerospace |
| AISI 316 Hindi kinakalawang | 1,149–1,260°C | ~515–690 MPa | Mga balbula, kabit, marine hardware |
| F51 Duplex SS | 1,050–1,150°C | ~620–880 MPa | Mga sangkap sa ilalim ng dagat, planta ng kemikal |
| 17-4 PH Hindi kinakalawang | 1,040–1,150°C | ~930–1,310 MPa | Aerospace, medikal, mga pump shaft |
Isang praktikal na paunawa sa stainless steel forging: ang austenitic grades tulad ng 316 ay may mas mataas na flow stress kaysa sa carbon steels, ibig sabihin ang press ay nangangailangan ng higit na kapasidad para sa parehong laki ng bahagi. Ang mga ito ay mas madaling kapitan ng strain hardening, na maaaring maging sanhi ng pag-crack kung ang pag-init sa pagitan ng mga pass ay hindi ginawa nang tama. Ang mga marka ng duplex ay mas sensitibo sa temperatura — ang pagtatrabaho sa labas ng makitid na forging window ay maaaring ma-destabilize ang balanse ng ferrite-austenite at pababain ang resistensya ng kaagnasan.
Mga Pangunahing Panuntunan sa Disenyo para sa mga Forgeable Steel Parts
Ang mga bahaging idinisenyo nang walang pag-iisip ay kadalasang nauuwi sa mas malaki ang gastos sa paggawa, o nabigo silang samantalahin ang mga benepisyo sa istruktura ng proseso. Ang paglalapat ng mga prinsipyong ito sa disenyo mula sa simula ay maiiwasan ang mga mamahaling muling pagdidisenyo sa ibang pagkakataon.
Draft Angles
Ang lahat ng patayong ibabaw sa isang closed-die forging ay nangangailangan ng draft angle upang ang bahagi ay maalis mula sa die. Ang karaniwang draft para sa mga forging ng bakal ay 5–7° sa mga panlabas na ibabaw at 7–10° sa mga panloob na ibabaw . Ang mga tampok na zero-draft o negatibong draft ay nangangailangan ng mas kumplikadong tooling na may mga ejector pin o split dies, na lubhang nagpapataas ng gastos.
Fillet at Corner Radii
Ang mga matutulis na panloob na sulok ay lumilikha ng mga konsentrasyon ng stress sa die pati na rin sa natapos na bahagi. Ang pinakamababang panloob na radius ng fillet na 3 mm ay isang praktikal na panimulang punto, na may 6 mm o mas malaki ang ginustong sa mga zone na may mabigat na load. Ang panlabas na radii ng sulok ay dapat na hindi bababa sa 1.5 mm. Ang mga bahagi na may wastong mga fillet ay nagpapakita ng nakakapagod na mga pagpapabuti sa buhay ng hanggang sa 3x kumpara sa mga may matalim na paglipat.
Paglalagay ng Linya ng Paghihiwalay
Ang linya ng paghihiwalay ay kung saan nagtatagpo ang dalawang die halves. Dapat itong ilagay sa pinakamalaking cross-section ng bahagi upang mabawasan ang die depth at flash. Ang isang tuwid, patag na linya ng paghihiwalay ay ang pinakasimpleng at pinakamurang opsyon. Ang mga curved o angled na parting lines ay nagdaragdag ng pagiging kumplikado ng tool ngunit maaaring kailanganin para sa ilang mga geometries.
Pagkakaiba-iba ng Kapal ng Seksyon
Ang malalaking pagkakaiba-iba sa kapal ng cross-section sa loob ng parehong bahagi ay lumilikha ng hindi pantay na daloy ng metal sa panahon ng forging. Ang mga manipis na seksyon ay napupuno nang mas mabilis at mas mabilis na lumalamig kaysa sa makapal, na humahantong sa underfill o pag-crack. Bilang isang tuntunin ng hinlalaki, ang ratio ng maximum sa pinakamababang kapal ng pader sa isang steel forging ay hindi dapat lumampas sa 4:1 nang walang maingat na preform na disenyo upang paunang ipamahagi ang materyal.
Oryentasyon ng Daloy ng Butil
Ang isa sa pinakamahalagang bentahe ng steel forging kaysa sa casting o bar stock machining ay ang kakayahang ihanay ang daloy ng butil sa pinakamataas na direksyon ng stress sa serbisyo. Ang isang connecting rod na napeke na may longitudinal grain flow sa kahabaan ng rod axis ay may mas mahusay na paglaban sa fatigue kaysa sa isang machined mula sa bar stock, kung saan ang butil ay tumatakbo nang pahalang sa mga kritikal na seksyon. Idisenyo ang bahagi upang ang pangunahing load axis ay nakahanay sa pangunahing direksyon ng forging.
Steel Forging vs. Paghahagis vs. Machining mula sa Bar Stock
Ang mga inhinyero ay madalas na nahaharap sa pagpili sa pagitan ng forging, casting, at machining kapag pumipili ng ruta ng pagmamanupaktura para sa mga structural steel parts. Ang bawat pamamaraan ay may natatanging pagganap at profile ng gastos.
| Criterion | Steel Forging | Casting | Makinang Bar Stock |
|---|---|---|---|
| Lakas ng makunat | Mataas (grain-pino) | Katamtaman (panganib sa porosity) | Maganda (depende sa grade) |
| Nakakapagod na Buhay | Magaling | Mas mababa (mga panloob na depekto) | Mabuti kung nakahanay ang butil |
| Geometric Complexity | Katamtaman | Mataas | Mataas (CNC) |
| Gastos sa Tooling | Mataas (dies) | Katamtaman (patterns/molds) | Mababa sa wala |
| Gastos ng Yunit sa Mataas na Volume | Mababa | Mababa to moderate | Mataas (material waste) |
| Panloob na mga Depekto | Minimal (sarado ang mga voids) | Posible (pag-urong, porosity) | Depende sa kalidad ng bar |
| Lead Time (prototype) | Mahaba (paggawa ng kamatayan) | Katamtaman | Maikli |
Karaniwang bumababa ang desisyon sa tatlong salik: taunang dami ng produksyon, kinakailangang pagganap ng makina, at pagiging kumplikado ng bahagi. Para sa mga bahagi na may kumplikadong panloob na mga sipi o undercut, ang pag-cast ay madalas na panalo sa geometry lamang. Para sa mataas na dami ng structural na bahagi sa automotive, aerospace, o langis at gas, ang forging ay halos palaging panalo sa pagganap at gastos sa lifecycle. Ang pagma-machine mula sa bar stock ang pinakamahalaga para sa mga prototype, napakaliit na batch, o mga bahagi na napakaliit lamang para mapeke nang matipid.
Mga Karaniwang Depekto sa Pagpapanday ng Bakal at Paano Maiiwasan ang mga Ito
Kahit na may tamang mga parameter ng proseso, ang mga forging ng bakal ay maaaring magkaroon ng mga depekto na nakakakompromiso sa integridad ng istruktura. Ang pag-alam kung ano ang sanhi ng bawat depekto at kung paano ito mahuhuli nang maaga ay pumipigil sa mga magastos na pagkabigo sa field.
Laps at Folds
Nabubuo ang mga lap kapag ang isang wrinkle o overhang sa ibabaw ay nakatiklop pabalik at nahuhulog sa ibabaw ng bahagi nang walang pagbubuklod. Lumilitaw ang mga ito bilang mga linear surface na depekto, karaniwang tumatakbo parallel sa parting line. Ang pangunahing sanhi ay kadalasang hindi tamang preform na hugis, labis na flash, o mahinang pamamahagi ng daloy ng metal sa die. Ang pag-inspeksyon ng magnetic particle ay mapagkakatiwalaang nakakakita ng mga lap sa ibabaw. Ang pag-iwas ay nangangailangan ng tamang preform na disenyo at die cavity optimization.
Underfill
Ang underfill ay nangangahulugan na ang die cavity ay hindi ganap na napuno ng bakal sa panahon ng forging, na nag-iiwan ng mababaw na depressions sa ibabaw ng bahagi. Kabilang sa mga sanhi ang hindi sapat na bigat ng billet, masyadong mababa ang temperatura ng forging, sobrang flash na nagdurugo ng materyal bago mapuno ang cavity, o hindi sapat na kapasidad ng pagpindot. Ang dimensional na inspeksyon ay mahuhuli sa underfill sa karamihan ng mga kaso, ngunit ito ay mas mahusay na makuha sa unang production run na may sample sectioning.
Nagbitak
Nagkakaroon ng mga bitak sa ibabaw kapag ang bakal ay napeke sa napakababang temperatura (sa ibaba ng ductile-to-brittle transition range), kapag ang strain rate ay masyadong mataas, o kapag ang bakal ay may labis na sulfur o phosphorus na nilalaman na nagpo-promote ng mainit na shortness. Ang mga panloob na bitak (burst defects) ay nangyayari kapag nagkakaroon ng tensile stresses sa core sa panahon ng forging, kadalasan sa mga mabibigat na seksyon. Ang pagpapanatili ng forging temperature na higit sa 1,050°C para sa karamihan ng mga alloy na bakal at pag-iwas sa labis na pagbabawas sa bawat pass ay pinipigilan ang karamihan ng mga depekto sa pag-crack.
Decarburization
Ang pinalawig na pagkakalantad sa hangin sa mataas na temperatura ay nagiging sanhi ng carbon na kumalat sa ibabaw ng bakal na layer, na lumilikha ng malambot, mababang carbon zone na nagpapababa ng tigas at paglaban sa pagkapagod. Ang lalim ng decarburization na 0.3–0.8 mm ay karaniwan sa mga bahaging pinainit sa mga open-flame furnace. Ang paggamit ng mga controlled-atmosphere furnace o induction heating ay makabuluhang binabawasan ang decarburization, at ang pag-machining sa apektadong layer ay ang karaniwang remediation kapag nangyari ito.
Die Shift
Nangyayari ang die shift kapag ang upper at lower die halves ay hindi nakaayos sa panahon ng forging, na gumagawa ng isang bahagi na na-offset sa parting line. Kahit na ang isang 0.5 mm shift ay maaaring maging sanhi ng isang bahagi na mabigo sa dimensional na inspeksyon. Ang mga regular na pagsusuri sa pagkakahanay ng die at wastong paghahanap ng key maintenance ay pumipigil sa depektong ito sa produksyon.
Mga Industriya na Umaasa sa Steel Forging at Bakit
Ang pangangailangan para sa steel forging ay hinihimok ng mga industriya kung saan ang structural failure ay hindi isang opsyon. Ang pag-unawa kung saan at bakit tinukoy ang forging ay nakakatulong sa mga mamimili na bigyang-katwiran ang pamumuhunan sa tooling at tumutulong sa mga inhinyero na gawin ang kaso para sa forging sa mga nakikipagkumpitensyang proseso.
- Automotive: Ang mga connecting rod, crankshaft, steering knuckle, wheel hub, camshafts, at transmission gears ay halos lahat ay peke. Ang isang karaniwang pampasaherong sasakyan ay naglalaman ng 35–45 kg ng mga huwad na bahagi ng bakal. Ang pagod at impact resistance ng forged steel ang dahilan kung bakit ang mga bahaging ito na kritikal sa kaligtasan ay hindi itinapon.
- Langis at Gas: Ang mga drill bit, drill collar, mga bahagi ng BOP, valve body, flanges (ANSI/ASME B16.5), at mga subsea connector ay nangangailangan ng forging upang mapaglabanan ang matinding downhole pressure (hanggang 15,000 psi working pressure sa ilang mga application) at mga corrosive na kapaligiran. Ang mga pamantayan ng ASME/ANSI at API ay nag-uutos sa pag-forging para sa marami sa mga bahaging ito.
- Aerospace: Ang mga landing gear struts, wing attach fittings, engine mounts, at turbine disc ay pineke mula sa high-strength alloy steels at superalloys. Ang mga mahigpit na kinakailangan ng industriya ng aerospace para sa kakayahang masubaybayan, mga sertipikadong ulat sa pagsubok ng materyal, at hindi mapanirang pagsubok ay ginagawang pag-forging ang default na pagpipilian para sa mga bahagi ng structural airframe.
- Power Generation: Ang mga steam turbine rotor, generator shaft, at pressure vessel head sa nuclear at conventional power plants ay kabilang sa pinakamalaking forging na ginawa — ang single open-die forging ay maaaring tumimbang ng 150–300 tonelada. Ang integridad ng materyal na kinakailangan para sa mga bahagi na gumagana sa ilalim ng pinagsamang thermal at mechanical stress sa loob ng 30–60 taon ay makakamit lamang sa pamamagitan ng kontroladong forging at heat treatment.
- Mga Kagamitan sa Pagmimina at Konstruksyon: Ang mga link ng bulldozer track, excavator bucket pin, rock crusher hammers, at drill rods ay napapailalim sa matinding impact at abrasive wear. Ang high-manganese at low-alloy steel forging ay lumalaban sa deformation at fracture sa ilalim ng mga kundisyong ito na mas mahusay kaysa sa mga alternatibong cast.
- Depensa: Ang mga artillery projectiles, armor-piercing penetrator, tank track component, at baril ng baril ay ginawa upang matugunan ang mga detalye ng militar na nangangailangan ng partikular na tigas, tigas, at dimensional na pagkakapare-pareho na hindi makakamit ng ibang mga proseso.
Mga Pamantayan sa Kalidad at Sertipikasyon para sa Mga Pagpapanday ng Bakal
Ang pagbili ng mga forging ng bakal nang hindi nagre-refer ng mga naaangkop na pamantayan ay nag-iiwan sa mga mamimili na nakalantad sa pagkakaiba-iba ng kalidad at mga bahaging hindi tumutugma. Ang mga pangunahing pamantayan na namamahala sa kalidad ng paggawa ng bakal ay nagkakahalaga ng pag-alam bago magsulat ng isang purchase order.
- ASTM A668 / A668M: Standard na detalye para sa carbon at alloy steel forgings para sa pangkalahatang paggamit ng industriya. Sinasaklaw ang walong klase na may mga kinakailangan sa mekanikal na ari-arian mula sa lakas ng tensile na 485 MPa (Class D) hanggang 830 MPa (Class L).
- ASTM A182: Sinasaklaw ang forged o rolled alloy at stainless steel pipe flanges, forged fittings, at valves para sa serbisyong may mataas na temperatura. Malawakang isinangguni sa mga detalye ng pagpoproseso ng langis at gas at kemikal.
- ASTM A105: Standard para sa carbon steel forgings para sa mga piping application sa ambient at mas mataas na temperatura. Ito ay isa sa mga pinakakaraniwang tinatawag na mga detalye para sa mga flanges at mga kabit sa mga sistema ng pang-industriya na tubo.
- API 6A / 6D: Mga pamantayan ng American Petroleum Institute para sa wellhead at Christmas tree equipment (6A) at pipeline valves (6D). Tinutukoy ng mga pamantayang ito ang mga klase ng materyal, mga kinakailangan sa pagsubok, at dokumentasyon ng traceability para sa mga huwad na sangkap na ginagamit sa serbisyo ng hydrocarbon.
- AMS (Mga Detalye ng Materyal ng Aerospace): Ang mga pamantayan ng SAE AMS tulad ng AMS 2750 (pyrometry para sa heat treatment) at mga marka ng AMS na partikular sa materyal (hal., AMS 6414 para sa 4340 steel) ay namamahala sa mga aerospace forging. Ang pagsunod ay nangangailangan ng dokumentadong pag-calibrate ng furnace, mga sertipikadong ulat sa pagsubok ng materyal, at unang inspeksyon ng artikulo.
- ISO 9001 / IATF 16949: Mga sertipikasyon ng sistema ng pamamahala ng kalidad para sa mga pangkalahatang pang-industriya (ISO 9001) at automotive (IATF 16949) na nagpapanday ng mga supplier. Ang mga sertipikasyong ito ay nagpapahiwatig na ang tagapagtustos ay nagpapatakbo ng isang dokumentadong sistema ng kalidad ngunit hindi sa kanilang mga sarili ginagarantiyahan ang pagsunod ng produkto sa mga partikular na mekanikal na detalye.
Palaging humiling ng mga ulat ng materyal na pagsubok (MTRs), mga ulat ng dimensional na inspeksyon, at mga ulat ng NDE sa bawat pag-forging na kargamento. Para sa mga kritikal na aplikasyon, ang pagsubok sa testigo sa forge shop ay karaniwang kasanayan sa aerospace at nuclear procurement.
Mga Madalas Itanong Tungkol sa Steel Forging
Ano ang minimum na dami ng order para sa closed-die steel forgings?
Karamihan sa mga closed-die forging shop ay nagtatakda ng minimum order quantity (MOQ) na 100–500 piraso para sa mga bagong proyekto ng tooling, bagama't ito ay nag-iiba ayon sa laki ng bahagi at pagiging kumplikado. Para sa maliliit at simpleng bahagi, isasaalang-alang ng ilang tindahan ang 50 pirasong trial run. Ang mataas na gastos sa tooling ay ang pangunahing hadlang — ang halaga ng mamatay na hinati sa mas kaunting bahagi ay makabuluhang nagpapataas ng gastos sa bawat yunit. Ang mga open-die forging ay walang praktikal na minimum na MOQ dahil walang kinakailangang custom na tool.
Gaano katagal bago magawa ang mga forging ng bakal?
Para sa mga closed-die forging na may bagong tooling, ang mga lead time ay karaniwang tumatakbo nang 10–16 na linggo: 4–6 na linggo para sa die design at manufacturing, 1–2 linggo para sa first-article forging trials, at 2–4 na linggo para sa heat treatment at machining ng mga bahagi ng produksyon. Maaaring tumagal ng 8–20 linggo ang mga open-die forging para sa malalaking bahagi depende sa kapasidad ng forge shop at availability ng steel billet. Ang mga paulit-ulit na order mula sa mga kasalukuyang namatay ay karaniwang 4-8 na linggo.
Maaari bang mapeke ang hindi kinakalawang na asero gamit ang parehong kagamitan tulad ng carbon steel?
Oo, ang parehong mga martilyo at pagpindot ay ginagamit, ngunit hindi kinakalawang na asero — partikular na mga austenitic na grado — ay nangangailangan ng mas mataas na puwersa ng forging kaysa sa carbon steel sa mga katumbas na temperatura dahil sa mas mataas na stress ng daloy nito. Ang isang press na na-rate para sa isang partikular na laki ng bahagi ng carbon steel ay maaaring kailanganin na i-de-rate o hatiin ang bahagi sa mas maliliit na operasyon kapag lumipat sa hindi kinakalawang. Karaniwan ding mas maikli ang buhay ng mamatay kapag nagpapanday ng hindi kinakalawang na asero dahil sa mas mataas na presyon ng interface at abrasive oxide scale.
Iba ba ang warm forging sa hot forging?
Oo. Isinasagawa ang warm forging sa hanay ng temperatura sa pagitan ng cold forging at hot forging - karaniwang 650–950°C para sa bakal. Sa mga temperaturang ito, ang daloy ng stress ay mas mababa kaysa sa temperatura ng silid (na ginagawang mas madali ang pagbuo), ngunit ang bakal ay hindi bumubuo ng mabigat na sukat ng oksido na nakikita sa mainit na forging. Ang resulta ay mas magandang surface finish at mas mahigpit na tolerance kaysa sa hot forging, na may mas mababang press forces kaysa cold forging. Ang warm forging ay ginagamit para sa medium-complexity na mga bahagi kung saan ang kalidad ng ibabaw ay mahalaga ngunit ang cold forging forces ay hindi praktikal na mataas.
Paano ko matutukoy nang tama ang isang forging sa isang drawing?
Ang kumpletong detalye ng forging sa isang drawing ay dapat kasama ang: ang grado ng bakal (ASTM, AISI, o AMS na pagtatalaga), ang kondisyon ng heat treatment at kinakailangang tigas o tensile/yield strength, draft angle requirements, fillet at corner radii minimums, surface finish (Ra value) para sa as-forged surfaces, pinapayagang flash extension sa parting line, mga kinakailangang pamamaraan ng NDE (MPI, UT) at mga kinakailangan sa pag-uulat. Ang pagtukoy sa naaangkop na pamantayan ng ASTM (hal., ASTM A668, Class F) ay pinag-uugnay nang malinis ang lahat ng materyal at mga kinakailangan sa pagsubok.