Direktang Sagot: Ang Formula para sa Pagkalkula ng Gastos sa Pagpanday
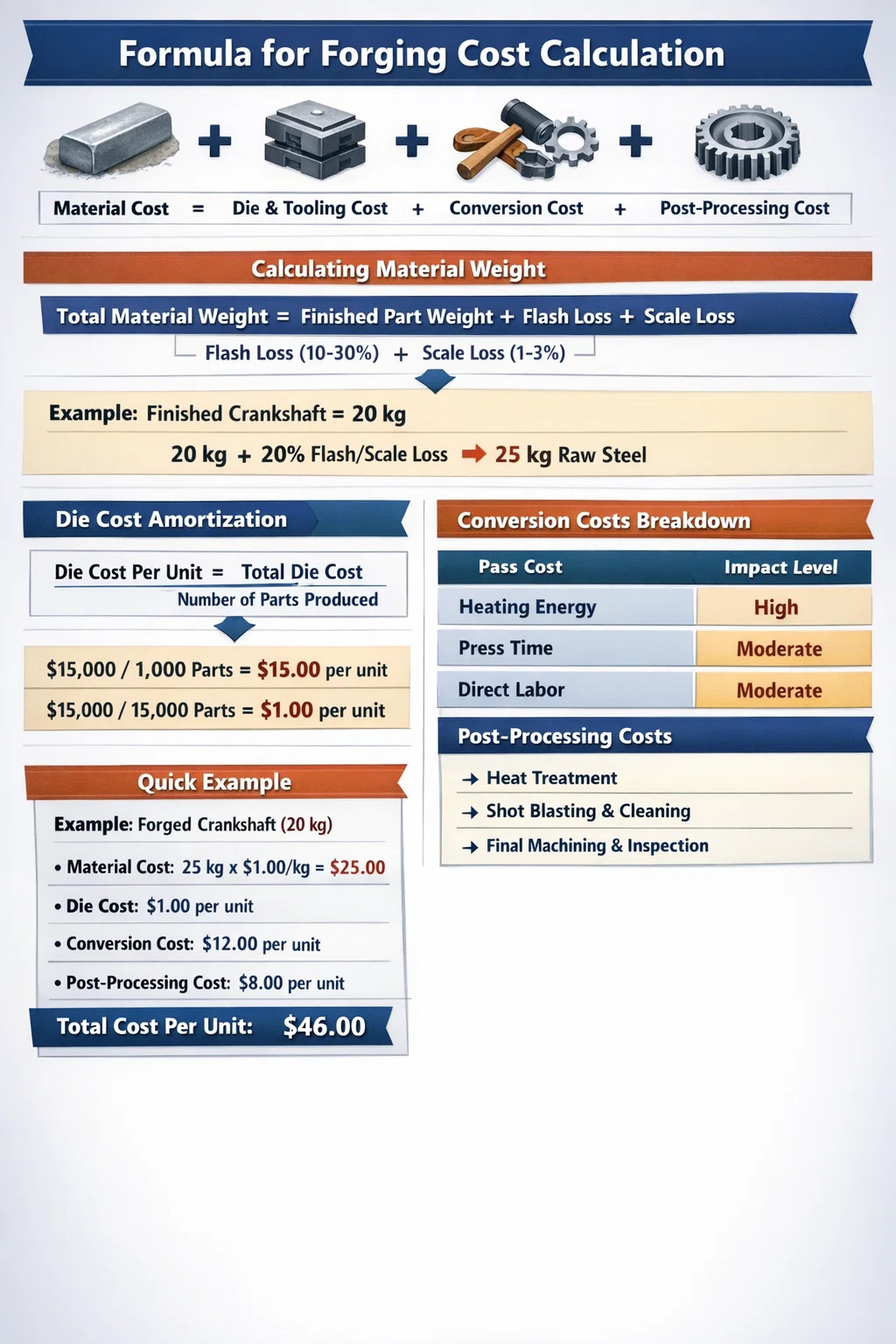
Kinakalkula ang kabuuang halaga ng pagpapanday ng bakal nagsasangkot ng pagbubuod ng apat na pangunahing haligi: Gastos ng Materyal (net weight plus flash loss), Mga Gastos sa Tooling/Die (amortized sa panahon ng produksyon), Gastos ng Conversion (enerhiya, paggawa, at overhead ng makina), at Mga Gastos Pagkatapos ng Pagproseso (heat treatment at machining). Para sa isang karaniwang mid-sized na gear, ang materyal ay karaniwang nagkakahalaga ng 40% hanggang 50% ng kabuuang presyo ng unit, habang ang tooling ay ang pinakamalaking upfront variable.
Mga Halaga ng Hilaw na Materyal at Kahusayan sa Pagbubunga
Ang panimulang punto para sa anumang pagtatantya ay ang bigat ng raw billet. Sa pagpapanday ng bakal , kailangan mong magbayad para sa mas maraming metal kaysa sa aktwal na timbang ng natapos na bahagi. Ito ay dahil sa "flash"—ang labis na metal na pumipiga mula sa die upang matiyak na ang cavity ay ganap na napuno.
Pagkalkula ng Timbang ng Materyal
Kabuuang Timbang ng Materyal = Natapos na Bahagi Timbang ng Flash Loss Scale Loss. Ang pagkawala ng sukat ay nangyayari sa panahon ng pag-init kapag ang ibabaw ng bakal ay nag-oxidize; ito ay karaniwang account para sa 1% hanggang 3% ng kabuuang timbang . Ang pagkawala ng flash ay maaaring mula sa 10% para sa mga simpleng hugis hanggang sa hanggang 30% para sa manipis at kumplikadong geometries.
- Halimbawa: Kung ang isang natapos na crankshaft ay tumitimbang ng 20kg at may 20% flash/scale loss, dapat kang bumili 25kg ng hilaw na bakal .
- Kasalukuyang Rate ng Market: Na-multiply sa per-kg na presyo ng partikular na grado (hal., 1045 carbon steel vs. 4140 alloy steel).
Die at Tooling Amortization
Mahal ang forging dies dahil gawa ang mga ito mula sa high-strength tool steels (tulad ng H13) na precision-machined at heat-treated. Isa itong "sink cost" na dapat isama sa presyo ng bawat piraso.
Para kalkulahin ito, kunin ang kabuuang halaga ng die set (hal., $15,000) at hatiin ito sa inaasahang dami ng produksyon. Kung gumawa ka lamang ng 1,000 bahagi, ang tooling ay nagdaragdag $15.00 bawat yunit . Kung gumawa ka ng 15,000 na bahagi, ito ay nagdaragdag lamang $1.00 bawat yunit . Ito ang dahilan kung bakit ang mga order na may mataas na dami ay higit na matipid para sa pagpapanday ng bakal .
Gastos ng Conversions: Energy and Overhead
Ito ay tumutukoy sa aktwal na "trabaho" ng pagbabago ng hilaw na billet sa isang huwad na hugis. Karaniwan itong kinakalkula batay sa oras ng makina o mga rate ng tonelada.
| Bahagi ng Gastos | Paglalarawan | Antas ng Epekto |
|---|---|---|
| Enerhiya ng Pag-init | Induction o gas furnace power | Mataas (nag-iiba ayon sa timbang) |
| Hammer/Press Time | Oras-oras na rate ng forging equipment | Katamtaman (depende sa mga stroke) |
| Direktang Paggawa | Sahod para sa mga operator at trimmer | Katamtaman |
Mga Pangalawang Operasyon at Kontrol sa Kalidad
Ang isang huwad na bahagi ay bihirang matapos kaagad pagkatapos huminto ang martilyo. Lumilikha ang forging ng mga panloob na stress na dapat pamahalaan, at ang ibabaw ay madalas na nangangailangan ng pagpipino.
Paggamot sa init
Ang pag-normalize, pagsusubo, o pagsusubo at tempering ay mahalaga para sa Alloy Steel forgings upang maabot ang kanilang kinakailangang katigasan. Ito ay maaaring magdagdag $0.20 hanggang $1.00 bawat kg depende sa cycle time at mga kinakailangan sa furnace.
Shot Blasting at Paglilinis
Upang alisin ang sukat ng oksihenasyon, ang mga bahagi ay "sabog" na may bakal na grit. Ito ay isang medyo mura ngunit kinakailangang hakbang upang matiyak na ang bahagi ay malinis para sa inspeksyon o panghuling machining.
Ang Kahalagahan ng Complexity Factor
Hindi lahat ng kilo ay nilikhang pantay. Ang isang simpleng bilog na disc ay mas murang pandayin kaysa sa isang manipis na pader na pabahay na may malalim na mga lukab. Ang mga high-complexity na bahagi ay nangangailangan ng higit pang "mga suntok" mula sa martilyo, mas mataas na pagkasuot ng die, at mas madalas na pag-trim, na lahat ay nagpapalaki sa halaga ng conversion. Sa pagtatantya, madalas na inilalapat ng mga inhinyero ang a Complexity Multiplier (1.0 hanggang 2.5) sa batayang rate ng conversion upang isaalang-alang ang mga hamong ito.
Checklist ng Buod para sa Pagpeke ng mga Estimates
Upang makakuha ng tumpak na presyo, tiyaking nakalkula mo ang sumusunod:
- Timbang ng billet: Tapos na timbang 15-25% basura.
- Tagal ng Tooling: Gaano karaming bahagi ang maaaring gawin ng die bago ito kailangang recutting?
- Throughput Rate: Ilang piraso ang napeke kada oras?
- Mga Gastos sa Inspeksyon: Magnetic particle o ultrasonic na mga kinakailangan sa pagsubok.