Pagpapanday ng bakal ay isa sa pinakaluma at pinaka-maaasahang proseso ng paggawa ng metal sa pagmamanupaktura. Ang maikling sagot sa kung anong mga uri ng forging steel ang umiiral: carbon steel, alloy steel, stainless steel, tool steel, at microalloyed steel ay ang limang pangunahing kategorya na ginagamit sa pang-industriya na pagpapanday ng bakal. Ang bawat uri ay naghahatid ng mga natatanging mekanikal at pangkapaligiran na pangangailangan, at ang pagpili ng maling isa ay maaaring humantong sa napaaga na pagkabigo, mga panganib sa kaligtasan, o hindi kinakailangang pag-overrun sa gastos.
Malalim na sinasaklaw ng breakdown na ito ang bawat kategorya — kung bakit naiiba ang mga ito, kung saan sila pinakamahusay na gumaganap, at kung ano talaga ang hitsura ng mga numero kapag inihambing mo ang lakas ng ani, tigas, at saklaw ng aplikasyon.
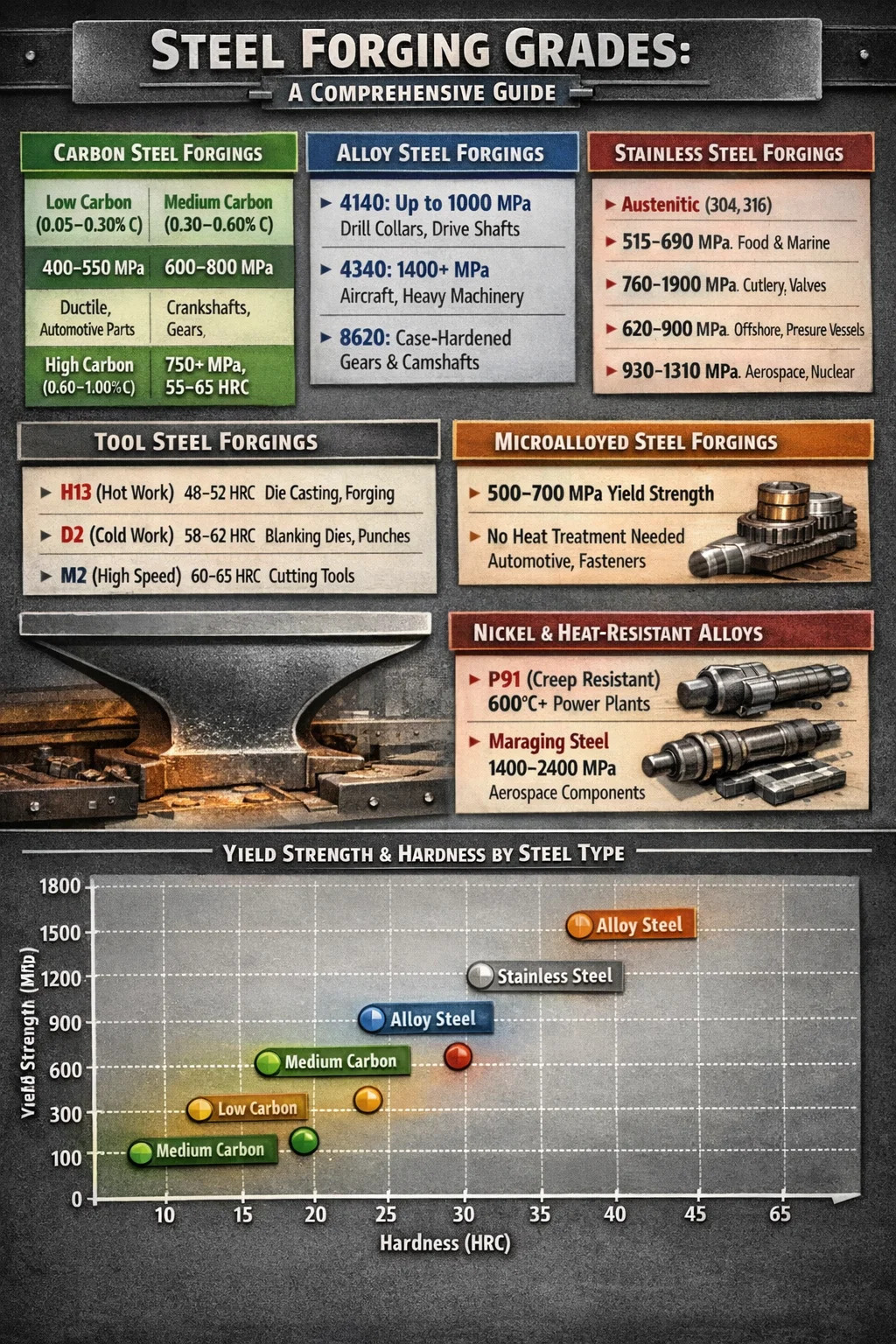
Carbon Steel Forgings: The Industry Workhorse
Carbon steel account para sa karamihan ng lahat ng steel forging output sa buong mundo. Ito ay inuri sa tatlong sub-grupo batay sa nilalaman ng carbon, at ang porsyento ng carbon ay may direkta at nasusukat na epekto sa lakas, tigas, at ductility.
Mababang Carbon na Bakal (0.05% – 0.30% C)
Ang mababang carbon steel forgings ay mataas ang ductile at madaling mabuo. Ang tensile strength ay karaniwang umaabot mula 400 hanggang 550 MPa. Ang mga forging na ito ay karaniwang ginagamit para sa mga structural component, automotive body parts, at general-purpose bolts. Hindi sila tumutugon nang maayos sa heat treatment para sa hardening ngunit madaling hinangin at makina.
Katamtamang Carbon Steel (0.30% – 0.60% C)
Ito ang pinakamalawak na napekeng hanay. Ang mga katamtamang grado ng carbon gaya ng AISI 1040 at AISI 1045 ay nag-aalok ng malakas na balanse sa pagitan ng lakas at tibay. Maaaring itulak ng heat treatment ang lakas ng ani sa itaas ng 600 MPa. Kasama sa mga aplikasyon ang mga crankshaft, connecting rod, axle, gear, at mga bahagi ng riles. Ang AISI 1045 ay arguably ang pinakakaraniwang tinukoy na medium carbon steel forgings grade sa pangkalahatang mechanical engineering.
High Carbon Steel (0.60% – 1.00% C)
Ang mga high carbon forging ay naghahatid ng higit na tigas at wear resistance ngunit mas malutong at mahirap gamitin. Ginagamit ang mga ito para sa mga bukal, mga tool sa pagputol, mga wire rope, at mga bakal na riles. Ang mga halaga ng katigasan ay karaniwang umabot sa 55–65 HRC pagkatapos ng naaangkop na paggamot sa init, na ginagawang hindi angkop ang mga ito para sa mga application na mabigat sa epekto nang walang maingat na pagsasaalang-alang sa disenyo.
Alloy Steel Forgings: Pinahusay na Pagganap sa Pamamagitan ng Chemistry
Ang mga palsipikadong bakal na haluang metal ay naglalaman ng sinasadyang pagdaragdag ng chromium, molybdenum, nickel, vanadium, o manganese na lampas sa mga halagang makikita sa carbon steel. Binabago ng mga karagdagan na ito ang hardenability, tigas sa matataas na temperatura, at paglaban sa pagkapagod at kaagnasan. Ang kabuuang nilalaman ng elemento ng alloying ay karaniwang nasa pagitan ng 1% at 5%.
Ang pinakakaraniwang nakatagpo na mga grade forging ng alloy steel ay kinabibilangan ng:
- 4140 (Cr-Mo steel): Ang tensile strength hanggang 1000 MPa sa quenched at tempered na kondisyon. Ginagamit sa oil at gas drill collars, defense components, at automotive drive shafts.
- 4340 (Ni-Cr-Mo steel): Isa sa pinakamalakas na mga bakal na haluang metal na karaniwang ginagamit, na may mga lakas ng makunat na higit sa 1400 MPa na makakamit sa pamamagitan ng heat treatment. Matatagpuan sa landing gear ng aircraft, heavy-duty crankshafts, at high-performance axle shaft.
- 8620: Isang case-hardening grade na sikat para sa mga gear at camshaft kung saan ang isang matigas na core at matigas na ibabaw ay parehong kailangan nang sabay-sabay.
- EN36 at EN24: Karaniwan sa UK/European na mga detalye para sa mga heavy engineering forging gaya ng mga turbine shaft at nuclear plant na bahagi.
Ang bentahe ng alloy steel forging sa carbon steel ay ang lalim ng hardenability. Ang isang 4140 bar na may diameter na 100mm ay maaaring patigasin sa isang unipormeng microstructure, samantalang ang isang plain carbon steel na may parehong diameter ay magpapakita ng markang pagbaba ng tigas mula sa ibabaw hanggang sa core.
Stainless Steel Forgings: Corrosion Resistance sa ilalim ng Mechanical Load
Ang mga hindi kinakalawang na asero na forging ay naglalaman ng hindi bababa sa 10.5% chromium ayon sa timbang, na bumubuo ng isang passive oxide layer na lumalaban sa oksihenasyon at kaagnasan. Pinipino ng proseso ng forging ang istraktura ng butil ng hindi kinakalawang na asero sa paraang hindi maaaring kopyahin ang paghahagis, na gumagawa ng mga sangkap na may higit na lakas ng pagkapagod at tibay ng epekto.
Ang mga pangunahing pamilya na ginagamit sa hindi kinakalawang na asero forging ay:
| Pamilya | Mga Karaniwang Marka | Karaniwang Lakas ng Tensile | Key Application |
|---|---|---|---|
| Austenitic | 304, 316, 321 | 515–690 MPa | Pagproseso ng kemikal, kagamitan sa pagkain, dagat |
| Martensitic | 410, 420, 440C | 760–1900 MPa | Mga kubyertos, mga balbula, mga pump shaft, mga tool sa pag-opera |
| Duplex | 2205, 2507 | 620–900 MPa | Offshore oil, desalination, pressure vessels |
| Tumigas ang ulan | 17-4 PH, 15-5 PH | 930–1310 MPa | Aerospace, nuclear, high-performance valves |
Ang 316L stainless steel forging ay partikular na nangingibabaw sa pharmaceutical at food processing dahil ang mababang carbon content ay nagpapaliit ng sensitization risk sa panahon ng welding, at ang molybdenum addition (2–3%) ay makabuluhang nagpapabuti sa pitting resistance sa chloride environment. Ang duplex grade 2205 ay nag-aalok ng humigit-kumulang dalawang beses sa lakas ng ani ng 316L, sa humigit-kumulang 450 MPa na minimum, na nagbibigay-daan para sa mas manipis na mga disenyo ng pader at pinababang bahagi ng timbang nang hindi nakompromiso ang buhay ng serbisyo.
Tool Steel Forgings: Sobrang Tigas para sa Pagbubuo at Pagputol ng mga Aplikasyon
Ang mga tool steel ay partikular na inengineered upang mapanatili ang kanilang katigasan at hugis sa ilalim ng matinding mekanikal na stress, abrasion, at init. Kapag ginawa sa pamamagitan ng proseso ng forging, ang mga tool steel ay nagkakaroon ng isang pino, pare-parehong istraktura ng butil na makabuluhang lumalampas sa cast o rolled na mga alternatibo sa hinihingi na mga application ng tooling.
Ang mga tool steel forging ay pinagsama ayon sa sistema ng pag-uuri ng AISI:
- H-series (Hot Work Tool Steel): Ang mga grado tulad ng H13 at H11 ay binuo upang labanan ang paglambot sa mga temperaturang higit sa 500°C. Ang H13 ay ang pandaigdigang pamantayan para sa die casting dies, extrusion tooling, at hot forging dies mismo. Nakakamit nito ang 48–52 HRC pagkatapos ng heat treatment habang pinapanatili ang sapat na tibay upang makaligtas sa paulit-ulit na thermal cycling.
- D-series (Cold Work, High Chromium): Ang D2 ay naglalaman ng humigit-kumulang 12% chromium at 1.5% carbon, na nagbibigay ito ng pambihirang paglaban sa pagsusuot sa temperatura ng silid. Ito ay ginagamit para sa blanking dies, forming tools, at mga suntok kung saan ang dimensional accuracy sa napakataas na production run ay kritikal.
- M-series (High Speed Steel): Ang M2 at M42 ay nagpapanatili ng kanilang cutting edge sa mga temperatura kung saan mawawala ang lahat ng katigasan ng mga tool sa carbon steel. Ang kumbinasyon ng tungsten, molybdenum, at cobalt ay nagbibigay sa M42 ng isang mainit na kalamangan sa tigas na ginagawa itong hindi mapapalitan sa mga drill bits, taps, milling cutter, at broach.
- P-series (Mold Steel): Dinisenyo para sa mga plastic injection molds, ang P20 ay isa sa pinakamalawak na ginagamit na forged mold steels. Ito ay karaniwang ibinibigay sa pre-hardened na kondisyon sa 28–34 HRC, na inaalis ang pangangailangan para sa heat treatment pagkatapos ng machining.
Ang forging ng tool steels ay nangangailangan ng tumpak na kontrol ng temperatura. Ang H13, halimbawa, ay dapat na huwad sa pagitan ng 1010°C at 1150°C at dapat na palamigin nang dahan-dahan pagkatapos mag-forging upang maiwasan ang pag-crack. Ang hindi wastong pagsasanay sa forging ay nagpapakilala ng natitirang stress at mga magaspang na network ng carbide na kapansin-pansing nakakabawas sa katigasan.
Microalloyed Steel Forgings: Near-Net-Shape Efficiency Nang Walang Heat Treatment
Ang mga microalloyed steel — tinatawag ding HSLA (High Strength Low Alloy) na bakal sa forging contexts — ay kumakatawan sa isang modernong solusyon sa engineering na pinagsasama ang formability ng carbon steel na may mga antas ng lakas na dating nangangailangan ng alloy steel at post-forge heat treatment. Ang mga pangunahing karagdagan ay vanadium (0.05–0.15%), niobium (0.02–0.05%), at titanium, sa napakaliit na halaga na umuusad bilang mga pinong karbida at nitrida sa panahon ng kinokontrol na paglamig.
Ang pangunahing komersyal na bentahe ay ang microalloyed steel forgings ay makakamit ang lakas ng ani na 500–700 MPa nang walang pagsusubo at tempering, na nag-aalis ng malaking gastos at oras na hakbang sa ikot ng produksyon. Ang mga automotive manufacturer ay malawakang nagpatibay ng mga microalloyed na grado para sa mga connecting rod, crankshaft, at steering knuckle para sa eksaktong kadahilanang ito.
Kasama sa mga karaniwang microalloyed forging grade ang 38MnVS6, 46MnVS3, at SAE 1548V. Idinisenyo ang mga gradong ito upang ang pagpapatakbo ng forging at ang kasunod na kontroladong paglamig ng hangin ay makamit ang panghuling mekanikal na katangian sa isang solong thermal cycle, na pinapalitan ang dalawang magkahiwalay na operasyon ng furnace. Sa high-volume automotive forging, isinasalin ito sa pagtitipid ng enerhiya na hanggang 30% bawat bahagi kumpara sa mga rutang quench-and-temper.
Ang isang limitasyon ay ang mga microalloyed na bakal ay may mas makitid na mga bintana ng proseso kaysa sa maginoo na mga bakal na haluang metal. Ang temperatura ng pagtatapos ng forging ay dapat na maingat na kontrolin - karaniwang sa pagitan ng 900°C at 1050°C - upang matiyak ang wastong pagtigas ng ulan sa panahon ng paglamig. Ang anumang paglihis mula sa target na microstructure ay nagreresulta sa hindi mahuhulaan na mga mekanikal na katangian at potensyal na pagtanggi sa buong pagtakbo ng forging.
Nickel-Based at Heat-Resistant Steel Forgings para sa Extreme Environment
Higit pa sa mga karaniwang pag-uuri, mayroong isang espesyal na kategorya ng heat-resistant at nickel-bearing steel forgings para sa mga application kung saan ang operating temperature ay lumalampas sa kung ano ang maaaring tiisin ng conventional alloy steels. Kabilang dito ang mga creep-resistant na grado para sa power generation at aerospace turbine disc, pati na rin ang maraging steels para sa ultra-high-strength structural applications.
Mga Pagpapanday na Bakal na Lumalaban sa Gumapang
Ang mga grado tulad ng P91 (9Cr-1Mo-V) at P92 ay malawakang ginagamit sa mga huwad na steam header, valve body, at turbine casing sa mga planta ng kuryente ng karbon at gas na tumatakbo sa temperaturang higit sa 600°C. Ang P91 forging ay idinisenyo upang labanan ang creep — ang mabagal, depende sa oras na deformation sa ilalim ng matagal na pagkarga sa mataas na temperatura — na may pinakamababang creep rupture life na 100,000 oras sa mga kondisyon ng operating. Nagbibigay din ang kanilang chromium content ng oxidation resistance na hindi maaaring tumugma sa plain carbon steel sa itaas ng 450°C.
Maraging Steels
Ang mga maraging steel ay naglalaman ng 18% nickel at napakababang carbon, na nagmumula sa kanilang matinding lakas — ang lakas ng ani mula 1400 hanggang mahigit 2400 MPa ay makakamit — mula sa pag-ulan ng mga intermetallic compound sa panahon ng pagtanda ng heat treatment. Ang mga forged maraging steel na bahagi ay ginagamit sa aerospace rocket motor case, aircraft arresting gear, at ultra-high-strength tooling. Sa kabila ng kanilang lakas, ang mga ito ay nananatiling makatwirang matigas at maaaring ma-machine bago tumanda habang nasa medyo malambot na estado.
Paano Naaapektuhan ng Proseso ng Steel Forging ang Material Properties ayon sa Uri ng Bakal
Ang proseso mismo ng forging — open die man, closed die, ring rolling, o isothermal forging — iba ang interaksyon sa bawat uri ng bakal. Ang pag-unawa sa mga pakikipag-ugnayang ito ay nakakatulong na ipaliwanag kung bakit hindi maaaring paghiwalayin ang pagpili ng materyal at pagpili ng proseso.
Sa closed die steel forging, ang mataas na deformation forces ay inilalapat sa isang nakakulong na billet, na gumagawa ng malapit sa hugis-net na mga bahagi na may tuluy-tuloy na daloy ng butil na sumusunod sa component geometry. Ang daloy ng butil na ito ay may pananagutan para sa kalamangan sa pagod at paglaban sa epekto na hawak ng mga forging sa ibabaw ng machined bar stock o castings. Ang isang connecting rod machined mula sa bar stock ay nakakaabala sa daloy ng butil sa bawat machined surface; ang isang huwad na connecting rod ay nagpapanatili ng walang patid na pagpapatuloy ng butil mula dulo hanggang dulo.
Ang hanay ng temperatura ng forging ay makabuluhang nag-iiba sa pagitan ng mga uri ng bakal:
- Carbon at mababang haluang metal na bakal: karaniwang 1100°C – 1250°C para sa hot forging
- Mga hindi kinakalawang na asero (austenitic): 1100°C – 1200°C, na may mas mabagal na paglamig upang maiwasan ang sensitization
- Mga tool na bakal: 1010°C – 1150°C na may mandatoryong mabagal na paglamig sa furnace o insulating medium
- Mga bakal na pang-maraging: 1100°C – 1200°C, na may edad pagkatapos ma-forging sa 480°C sa loob ng 3–6 na oras
- Duplex stainless: 1100°C – 1180°C, na sinusundan ng water quench para mapanatili ang phase balance
Ang warm forging — na isinagawa sa pagitan ng humigit-kumulang 650°C at 950°C — ay nakakakuha ng traksyon para sa medium carbon steels at microalloyed grades kung saan ang mas mahigpit na dimensional tolerance ay kinakailangan kaysa sa maaabot ng hot forging, nang walang matinding press force na hinihingi ng cold forging. Ang malamig na forging ng bakal, na karaniwang nakalaan para sa mababang carbon grades, ay nakakamit ang pinakamahusay na surface finish at dimensional precision ngunit nangangailangan ng mas mataas na forging pressures.
Pagpili ng Tamang Marka ng Steel Forging: Isang Praktikal na Balangkas
Ang pagpili ng tamang forging steel grade ay nangangailangan ng pagbabalanse ng ilang nakikipagkumpitensyang salik. Walang solong grado ang nag-o-optimize sa lahat ng property nang sabay-sabay. Kinukuha ng sumusunod na balangkas ang mga variable ng desisyon na pinakanauugnay sa mga pang-industriyang aplikasyon:
- Mga kinakailangan sa mekanikal: Tukuyin ang pinakamababang lakas ng ani, tigas, lakas ng epekto (mga halaga ng Charpy), at buhay ng pagkapagod. Agad nitong pinaliit ang kategorya — kung kailangan mo ng 1200 MPa yield strength, ang carbon steel ay aalisin; kung ang 400 MPa ay sapat, ang haluang metal na bakal ay hindi kinakailangang gastos.
- Pagkakalantad sa kapaligiran: Ang mga kapaligiran ng chloride ay nag-aalis ng karamihan sa mga carbon at low-alloy na bakal maliban kung pinahiran. Ang mataas na temperatura sa pagpapatakbo ay nag-aalis ng carbon steel sa itaas ng humigit-kumulang 400°C at nangangailangan ng chromium-bearing creep-resistant na mga grado.
- Laki ng seksyon at hardenability: Ang malalaking cross-section forgings (higit sa 100mm diameter) sa kritikal na serbisyo ay nangangailangan ng mga grade alloy steel na may sapat na hardenability upang makamit ang mga pare-parehong katangian sa pamamagitan ng seksyon. Ang carbon steel ay magkakaroon ng hard case at soft core sa makapal na seksyon.
- Machinability at downstream processing: Kung ang malawak na machining ay kasunod ng forging, ang mga grado na may idinagdag na sulfur para sa mga free-machining properties ay nagbabawas ng cycle time, kahit na sa ilang sakripisyo sa transverse toughness.
- Dami at gastos: Para sa napakataas na dami ng produksyon, ang mga microalloyed na grado na nag-aalis ng post-forge heat treatment ay nag-aalok ng makabuluhang pagbawas sa gastos. Para sa mga maliliit na batch na espesyalidad na bahagi, ang gastos sa paggamot sa init ay isang mas maliit na bahagi ng kabuuang halaga ng bahagi, kaya ang mga mataas na pagganap na mga marka ng haluang metal ay mas magagawa.
Sa pagsasagawa, karamihan sa mga inhinyero ay sumusunod sa mga naaangkop na code ng disenyo gaya ng ASME, EN 10250, o ASTM A668 na tumutukoy sa mga pinapahintulutang materyales para sa mga partikular na kategorya ng serbisyo. Ang mga code na ito ay nagpapaliit sa pagpili sa isang maikling listahan ng mga kwalipikadong steel forging grades na na-validate para sa mga nauugnay na kondisyon ng serbisyo sa pamamagitan ng mga dekada ng karanasan sa field at standardized na pagsubok.
Paggamit ng Marka ng Pagpapanday ng Steel na Partikular sa Industriya
Nagsama-sama ang iba't ibang sektor sa mga ginustong materyales sa paggawa ng bakal batay sa mga dekada ng data ng pagganap at mga kinakailangan sa regulasyon. Ang pag-unawa sa mga pamantayan sa industriya na ito ay nagbibigay ng praktikal na panimulang punto para sa gawaing pagtutukoy.
Automotive Forging Steel
Ang sektor ng automotive ay gumagamit ng pinakamalaking dami ng mga forging ng bakal sa buong mundo. Ang mga crankshaft sa mga pampasaherong sasakyan ay kadalasang pineke mula sa medium carbon microalloyed steels (38MnVS6) o 1045 quench-and-temper steel. Gumagamit ang mga mabibigat na crankshaft ng trak ng 4340 o katulad na nickel-chromium-molybdenum alloy steels para sa kanilang superyor na pagganap sa pagkapagod sa mas mataas na partikular na mga output. Ang mga connecting rod ay lumipat nang malaki sa mga disenyong nahati-bali gamit ang C70S6 na mataas na carbon steel, na nagpapahintulot sa takip na maputol pagkatapos mag-forging at pagkatapos ay muling buuin nang may pambihirang katumpakan — pag-aalis ng mga operasyon sa machining at pagbabawas ng gastos sa produksyon ng connecting rod ng humigit-kumulang 15–20% kumpara sa tradisyonal na paggiling at paggiling.
Oil at Gas Steel Forgings
Ang mga maaasim na kapaligiran ng serbisyo — kung saan naroroon ang hydrogen sulfide — ay naglalagay ng mga partikular na mahigpit na hinihingi sa pagpapanday ng bakal. Ang NACE MR0175/ISO 15156 ay namamahala sa pagpili ng materyal para sa maasim na serbisyo, at nililimitahan nito ang katigasan sa 22 HRC maximum para sa karamihan ng carbon at low-alloy steels upang maiwasan ang sulfide stress cracking. Ang F22 (2.25Cr-1Mo) at F5 (5Cr-0.5Mo) ay karaniwang mga grade ng alloy forging para sa mga valve body at flanges sa high-temperature, high-pressure na wellhead at pipeline application.
Aerospace Steel Forgings
Ang mga bahagi ng landing gear ay kabilang sa mga pinaka-hinihingi sa istruktura na mga forging na bakal na ginawa. Ang 300M na bakal (isang binagong 4340 na may mga karagdagan ng silikon at vanadium) ay ang nangingibabaw na materyal ng landing gear, na nakakamit ang mga lakas ng tensile na 1930 MPa o mas mataas. Ang AerMet 100 at iba pang ultra-high-strength steels ay nagtutulak ng tensile strength sa itaas ng 1965 MPa habang pinapabuti ang fracture toughness kumpara sa mga naunang high-strength grades. Ang bawat aerospace forging ay napapailalim sa 100% ultrasonic testing at madalas na magnetic particle inspection, na may traceability upang matunaw ang init at forging lot na kinakailangan.
Power Generation at Nuclear Forgings
Ang malalaking turbine rotor forging ay tumitimbang sa pagitan ng 5 at 200 tonelada at ginawa mula sa mababang-alloy na bakal tulad ng 26NiCrMoV11-5 o 30CrMoNiV5-11. Ang mga forging na ito ay nangangailangan ng mahigpit na kontroladong antas ng sulfur at phosphorus (karaniwan ay mas mababa sa 0.005% bawat isa) upang matiyak ang pagiging matigas ng mataas na epekto sa operating temperature ng turbine. Ang nuclear reactor pressure vessel forging ay gumagamit ng A508 Grade 3 (katumbas ng 20MnMoNi4-5 sa European standards), isang grado na may mahabang kasaysayan ng pagpapatunay ng regulasyon at malawak na dokumentasyon ng Charpy at fracture toughness na kinakailangan ng mga nuclear safety code.
Mga Pamantayan sa Kalidad at Pagsubok para sa Mga Pagpapanday ng Bakal
Anuman ang grade forging ng bakal, ang katiyakan sa kalidad ay sumusunod sa isang pare-parehong pattern na pinamamahalaan ng mga internasyonal na pamantayan. Kabilang sa mga pinaka-refer na pamantayan para sa steel forgings ang ASTM A668 (general alloy steel forgings), ASTM A182 (alloy steel flanges and fittings), EN 10250 (open die steel forgings para sa general engineering), at API 6A (wellhead at christmas tree equipment).
Ang mga karaniwang pagsusuri sa kalidad para sa mga huwad na bahagi ng bakal ay kinabibilangan ng:
- Pagsubok sa mekanikal: Tensile, yield, elongation, reduction of area, at Charpy impact (sa mga tinukoy na temperatura pababa sa -196°C sa ilang cryogenic application)
- Pag-verify ng tigas: Sinuri ng Brinell hardness (HBW) ang mga representadong cross-section, at kung minsan ay dumadaan ang hardness para kumpirmahin ang through-hardening
- Ultrasonic testing (UT): 100% volumetric na inspeksyon para sa mga depekto sa ilalim ng ibabaw, na may pamantayan sa pagtanggap na tinutukoy sa katumbas na flat-bottom na laki ng butas na karaniwang mula sa FBH 2 mm hanggang FBH 6 mm depende sa detalye
- Pagpapatunay ng komposisyon ng kemikal: Sandok at pagsusuri ng produkto upang kumpirmahin ang pagsunod sa grado, kadalasang may mas mahigpit na limitasyon sa mga natitirang elemento kaysa sa kinakailangan ng batayang pamantayan
- Macro at micro na pagsusuri: Pag-ukit ng cross-section upang ipakita ang daloy ng butil, paghihiwalay, at panloob na kalinisan; metallographic na pagsusuri para sa laki ng butil at pagkumpirma ng microstructure
Ang mga forging na nabigo sa ultrasonic testing pagkatapos ng heat treatment ay dapat na i-scrap o muling iproseso — walang opsyon sa pagkumpuni para sa mga panloob na depekto sa isang solidong forging. Ginagawa nitong kritikal ang pagpili ng malinis, vacuum-degassed steel billet at maingat na kontrol sa proseso sa panahon ng forging para makamit ang mga katanggap-tanggap na ani, lalo na sa malalaking alloy steel forging para sa mga application ng enerhiya at depensa.